
- Kako kuhati tanki metal s inverterom
- Tehnike i metode zavarivanja tankih metalnih ploča
- Pocinčano zavarivanje
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
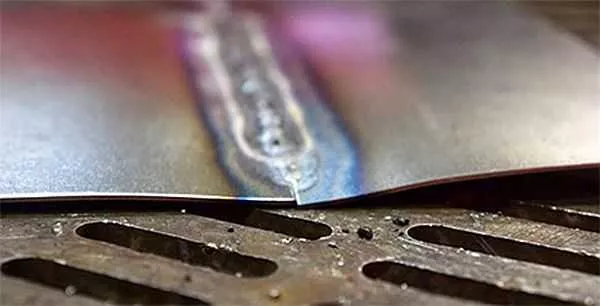
Zavarivanje tankog metala izazov je čak i za neke iskusne zavarivače. Početnicima u zavarivanju općenito je teško. Pravila koja ovdje funkcioniraju uopće nisu ista kao kod zavarivanja debelih proizvoda: postoje mnoge značajke i poteškoće, što otežava odabir načina i elektroda. Lakše je to učiniti s poluautomatskim strojevima za zavarivanje, ali oni su prilično rijetki u svakodnevnom životu, pretvarači su mnogo češći. Ovdje ćemo govoriti o zavarivanju tankog metala s pretvaračem.
A prva poteškoća kod zavarivanja tankog metala je što ga ne možete previše zagrijati: izgori, stvaraju se rupe.Dakle, rade na principu “što brže to bolje” i uopće ne govorimo o putanjama kretanja elektroda. Varenje lima vrši se provođenjem elektrode u jednom smjeru - duž šava bez ikakvih odstupanja.
Druga poteškoća je da morate raditi na niskim strujama, a to dovodi do činjenice da luk mora biti kratak. Uz lagano odvajanje jednostavno se ugasi. Mogući su i problemi s paljenjem luka, stoga koristite uređaje s dobrom strujno-naponskom karakteristikom (napon praznog hoda iznad 70 V) i glatkim podešavanjem struje zavarivanja, koja počinje od 10 A.
Još jedna nevolja: jakim zagrijavanjem mijenja se geometrija tankih ploča: savijaju se u valovima. Vrlo je teško riješiti se ovog nedostatka. Jedina opcija je pokušati se ne pregrijati ili ukloniti toplinu (pročitajte u nastavku o metodi hladnjaka).
Kod sučeonog zavarivanja tankih limova, njihovi rubovi se pažljivo obrađuju i čiste.Prisutnost prljavštine i hrđe učinit će zavarivanje još problematičnijim. Stoga sve pažljivo poravnajte i očistite. Listovi su postavljeni vrlo blizu jedan drugome - bez razmaka. Detalji se učvršćuju stezaljkama, stezaljkama i drugim uređajima. Zatim se dijelovi spajaju svakih 7-10 cm kratkim šavovima - čavlićima. Oni će spriječiti pomicanje dijelova i manja je vjerojatnost da će se saviti.

Kako kuhati tanki metal s inverterom
DC aparati za zavarivanje su dobri jer možemo zavarivati obrnutim polaritetom. Da biste to učinili, spojite kabel s držačem elektrode na "+" i spojite "-" na dio. Ovim spojem elektroda se više zagrijava, a metal minimalno.
Ovdje pročitajte kako odabrati inverter za zavarivanje za svoj dom ili vrt.
Potrebno je kuhati s najtanjim elektrodama: od 1,5 mm do 2 mm. U ovom slučaju, morate odabrati s visokim koeficijentom taljenja: tada će čak i pri niskim strujama šav biti visoke kvalitete.Struja je postavljena na malu. Za elektrode veličine 1,5 mm trebao bi biti oko 30-45 ampera, za "dva" - 40-60 ampera. U stvarnosti, ponekad kažu još niže: važno je da možete raditi.
| Debljina metala, mm | 0,5 mm | 1.0mm | 1,5 mm | 2.0mm | 2,5 mm |
|---|---|---|---|---|---|
| Promjer elektrode, mm | 1.0mm | 1,6 mm - 2 mm | 2 mm | 2.0mm - 2.5mm | 3mm |
| Trenutno, A | 10-20 ampera | 30-35 ampera | 35-45 mm | 50-65mm | 65-100 mm |
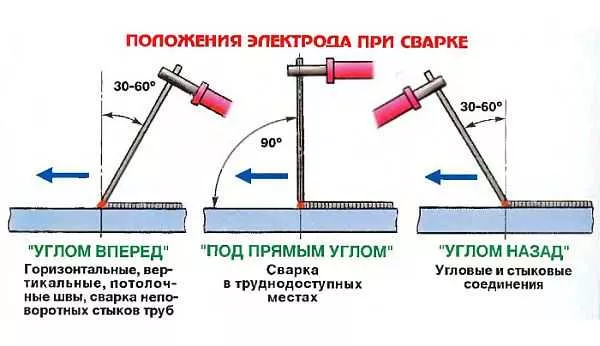
Kako bi se metal manje zagrijavao, dijelovi se postavljaju u okomitom ili barem nagnutom smjeru.Zatim kuhaju odozgo prema dolje, pomičući vrh elektrode strogo u tom smjeru (bez skretanja ili vraćanja). Kut nagiba je kut prema naprijed, dok je njegova vrijednost 30-40 °. Tako će zagrijavanje metala biti minimalno, a to je jedan od najvažnijih zadataka za zavarivanje tankih metala.
Opća preporuka za odabir elektroda za zavarivanje tankih metala: kupujte visokokvalitetne uvozne elektrode za takav rad. Bit će manje problema.
O izradi staje na metalnom okviru pročitajte ovdje.
Tehnike i metode zavarivanja tankih metalnih ploča
Ponekad je tanke limove potrebno zavariti pod kutom. U ovom slučaju, prikladnije je koristiti metodu prirubnice: rubovi lima su savijeni do potrebnog kuta, pričvršćeni kratkim poprečnim šavovima svakih 5-10 cm. Nakon toga se zavaruju kao što je gore navedeno: kontinuiranim šav od vrha do dna.
Video prikazuje kako zavariti tanki metalni lim elektrodom pomoću invertera za zavarivanje. Koristi se metoda obrubljivanja: rubovi dijelova se presavijaju, a zatim spajaju na nekoliko mjesta kratkim šavovima. Zatim slijedi zavarivanje tankom elektrodom debljine 2 mm.
Nije uvijek moguće izbjeći progorevanje kod zavarivanja bez odvajanja. Zatim možete pokušati otkinuti luk na nekoliko trenutaka, a zatim ponovno spustiti elektrodu na isto mjesto i pomaknuti je još nekoliko milimetara. Dakle, otkidanje i vraćanje luka, i kuhanje. Ovom metodom ispada da metal ima vremena da se ohladi tijekom prekida luka. U videu ćete vidjeti kako se mijenja boja mjesta zavarivanja nakon uklanjanja elektrode. Glavna stvar je ne dopustiti da se metal previše ohladi.
Zavarivanje tankog metala s prekidom luka prikazano je u prvom dijelu videa. Metoda spajanja je preklapanje (jedan dio preklapa drugi za 1-3 cm), koristi se elektroda s rutilnim premazom (za konstrukcijske i niskolegirane čelike). Zatim je prikazano zavarivanje nehrđajućeg čelika nehrđajućom elektrodom s glavnim premazom, a na kraju je spoj željeznog metala zavaren istom inox elektrodom. Šav se, usput, pokazao kvalitetnijim nego pri korištenju preporučenih elektroda.
O izboru elektroda za zavarivanje inverter aparatom pročitajte ovdje.
Ako nije potreban kontinuirani zavar kod zavarivanja tankog metala, koristi se točkasti zavar. Ovom metodom zavarivanja male veličine, hvataljke se nalaze na maloj udaljenosti jedna do druge. Ova metoda se zove isprekidano šivanje.

Općenito, sučeono zavarivanje tankog željeza zavarivanjem je teško. Lakše je preklapanje: dijelovi se ne pregrijavaju toliko i manja je šansa da sve “vodi”.
Ovdje pročitajte o vrstama zavara i spojeva.
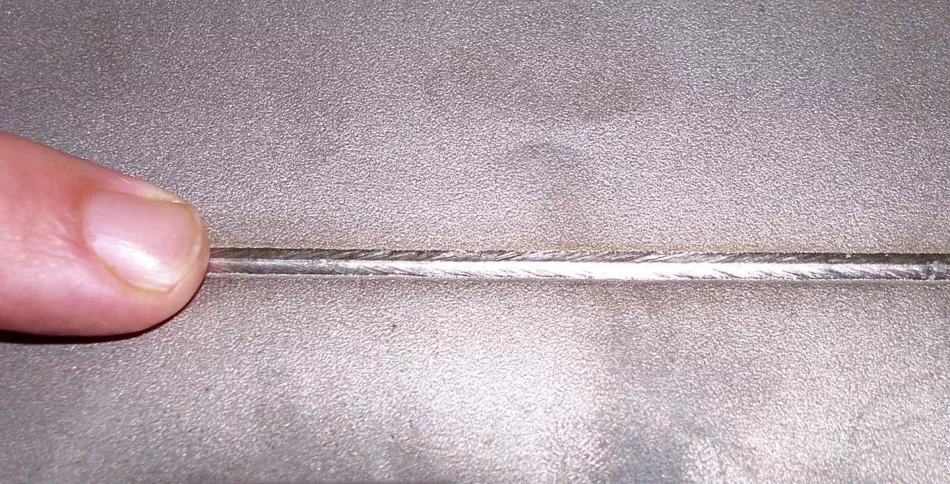
Prilikom zavarivanja tankog metalnog sučelja, možete položiti tanku žicu promjera 2,5-3,5 mm između ploča (možete istući premaz na oštećene elektrode i koristiti ih). Postavljen je tako da je s prednje strane u ravnini s površinom metala, a s pogrešne strane strši za gotovo pola promjera.Prilikom zavarivanja, luk se vodi duž ove žice. Preuzima glavno toplinsko opterećenje, a zavareni limovi se zagrijavaju perifernim strujama. Istodobno se ne pregrijavaju, ne savijaju, šav je gladak, bez znakova pregrijavanja. Nakon uklanjanja žice, teško je vidjeti tragove njezine prisutnosti.
Drugi način je staviti bakrene ploče ispod fuge. Bakar ima vrlo visoku toplinsku vodljivost - 7-8 puta veću od čelika. Položen ispod mjesta zavarivanja, oduzima značajan dio topline, sprječavajući pregrijavanje metala. Ova metoda zavarivanja tankih metala naziva se "s hladnjakom" .
Kako zavariti metalnu sjenicu, pročitajte ovdje. Možda će vas zanimati kako napraviti žeravnicu od plinskog cilindra ili metala? Stvar je potrebna i prikladna za savladavanje zavarivanja.
Pocinčano zavarivanje
Galvanizirani čelik - isti tanki lim, samo prekriven slojem cinka.Ako ga trebate zavariti, s rubova koje treba zavariti, morat ćete potpuno ukloniti ovaj premaz, do golog čelika. Postoji nekoliko načina. Prvi je mehanički uklanjanje: abrazivnim kotačem na brusilici ili brusilici, brusnim papirom i metalnom četkom. Postoji još jedan način - izgorjeti zavarivanjem. U ovom slučaju, elektroda prolazi dva puta duž šava. U ovom slučaju cink isparava (isparava na 900 ° C), a njegove su pare vrlo otrovne. Dakle, ti se radovi mogu izvoditi ili na ulici ili ako na radnom mjestu postoji ispušna napa. Nakon svakog prolaza, morate oboriti flux.

Nakon potpunog uklanjanja cinka, počinje pravo zavarivanje. Kod zavarivanja pocinčanih cijevi bit će potrebna dva prolaza s različitim elektrodama kako bi se dobio dobar šav. Prvi šav je zavaren elektrodama obloženim rutilom, na primjer, MP-3, ANO-4, OZS-4. U tom slučaju oscilacije imaju vrlo malu amplitudu. Gornji šav - okrenuti treba biti širi. Približno je jednak trima promjerima elektroda.Važno je ne žuriti i dobro prokuhati. Ovaj prolaz se koristi s osnovno obloženim elektrodama (na primjer, UONI-13/55, UONI-13/45, DSK-50).
Više o odabiru elektroda za invertersko zavarivanje pročitajte ovdje.