
- Načini povezivanja
- Vrste lemljenih bakrenih spojnica
- Potrošni materijal i alat
- Tehnologija lemljenja bakra korak po korak
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
Potpuno bakreni vodovod ili grijanje danas se rijetko rade, ali ipak se rade. Ako računate na broj godina tijekom kojih bakar može poslužiti, ispada ne samo jeftino, već i vrlo jeftino. Ipak, sam materijal nije najjeftiniji, ali možete uštedjeti na instalaciji - lemljenje bakrenih cijevi nije najteži zadatak na svijetu. Postoje određena pravila i značajke, znajući koje možete postići visokokvalitetnu vezu.
Vrste bakrenih cijevi i njihova upotrebaNa tržištu postoje dvije vrste bakrenih cijevi: žarene i nežarene. Žareni nakon formiranja, podvrgavaju se dodatnoj toplinskoj obradi - zagrijavaju se na 600-700 ° C.Ovim postupkom se materijalu vraća elastičnost koja se gubi tijekom oblikovanja. Stoga su žarene cijevi skuplje, ali i fleksibilnije – mogu izdržati čak i vodu koja se smrzava. Nedostaci ovih proizvoda uključuju manju čvrstoću - smanjuje se zbog zagrijavanja.

Nežarene bakrene cijevi su jače, ali se teško savijaju. Prilikom razvoda vodovoda ili grijanja oni se režu na komade, a sve slavine izrađuju pomoću odgovarajućih spojnica.
Postoje bakrene cijevi s različitim debljinama stjenke, prodaju se žarene u kolutima od 25 i 50 metara, nežarene u serijama od 3 metra. Ako govorimo o čistoći materijala, onda prema GOST 859-2001 proizvodi moraju sadržavati najmanje 99% bakra.
Načini povezivanja
Najčešće se bakrene cijevi spajaju lemljenjem i skupom posebnih oblikovanih elemenata - fitinga. Tu su i armature za ispitivanje tlakom. Imaju utore s ugrađenim gumenim brtvenim prstenom.Stežu se posebnim kliještima. Ali ova se tehnologija rijetko koristi - lemljenje se smatra pouzdanijim.

Postoje dvije tehnologije za lemljenje bakrenih cijevi pomoću različitih lemova:
- Niska temperatura - s mekim lemom. Samo naš slučaj. Ova vrsta spoja koristi se kod polaganja vodovodnih cijevi i sustava grijanja s temperaturom medija do 110°C. Niska temperatura je relativan pojam. U zoni lemljenja materijali se zagrijavaju do 250-300°C.
- Lemljenje na visokoj temperaturi. Ova vrsta veze koristi se u mrežama s visokim tlakom i temperaturom transportiranog medija. U kućanskim mrežama - rijetko (iako nitko ne zabranjuje), češće u industrijskim mrežama.
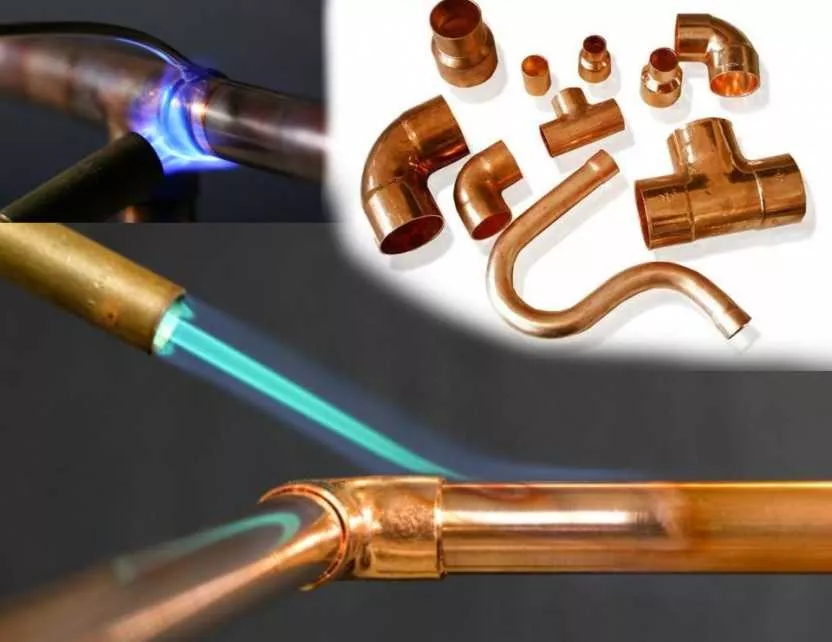
Koju vrstu lemljenja bakrenih cijevi koristiti je vaš izbor. Obje su vrste prikladne i za vodovod i za grijanje. Ali visoke temperature zahtijevaju profesionalni gorionik, dok se mekani lem može rastopiti čak i pomoću plamenika za puhanje ili jeftinog ručnog plamenika s malim plinskim spremnikom za jednokratnu upotrebu.Ništa više nije potrebno za spajanje bakrenih cijevi malog promjera.
Vrste lemljenih bakrenih spojnica
Općenito, postoji više od dva tuceta različitih fitinga za bakrene cijevi - fitinga, ali najčešće se koriste tri vrste:
- spojnice - za spajanje dvije cijevi;
- uglovi - za okretanje;
- tees - za stvaranje grana u cjevovodu.
Broj korištenih spojnica može se svesti na minimum - bakar se može savijati, što će smanjiti broj potrebnih kutova. Također, po želji, možete i bez spojnica: jedan kraj cijevi se može proširiti (pomoću ekspandera) tako da u njega uđe cijev i ostane razmak za lemljenje (oko 0,2 mm). Prilikom izrade nastavka, cijevi se moraju preklapati najmanje 5 mm, ali više to bolje.
Ono bez čega je teško jesu majice. Postoji oprema za tapkanje grane - perlica, ali ona spada u profesionalne i skupo košta. Tako da je u ovom slučaju jeftinije i lakše proći s majicama.

Postoje dvije vrste spojnica - normalne, s utičnicama, koje osiguravaju potreban razmak za protok lema. Lem se unosi u zonu zavarivanja ručno. Postoje spojnice s ugrađenim lemom. Zatim se na utičnici formira utor u koji se tijekom proizvodnje ugrađuje komad lemljenja, što olakšava proces lemljenja - potrebno je samo zagrijati zonu zavarivanja, ali to dovodi do povećanja troškova okova.
Potrošni materijal i alat
Osim cijevi i fitinga, trebat će vam i plamenik, lem i topitelj - za samo lemljenje. I također savijač cijevi i nekoliko srodnih sitnica za obradu prije početka rada.

Lem i topitelj
Lemljenje bakrenih cijevi bilo koje vrste izvodi se pomoću topitelja i lema. Lem je legura koja se obično temelji na kositru s određenim talištem, ali nužno nižim od bakra. Dovodi se u zonu lemljenja, zagrijava do tekućeg stanja i teče u spoj.Nakon hlađenja osigurava čvrstu i izdržljivu vezu.
Za amatersko lemljenje bakrenih cijevi vlastitim rukama prikladni su lemovi na bazi kositra s dodatkom srebra, bizmuta, antimona, bakra. Spojevi s dodatkom srebra smatraju se najboljima, ali su najskuplji, optimalni oni s dodatkom bakra. Ima ih i s dodatkom olova, ali ne smiju se koristiti u vodovodu. Sve ove vrste lemljenja osiguravaju dobru kvalitetu šava i jednostavno lemljenje.

Meki lem prodaje se u malim kolutima, tvrdi lem prodaje se u svežnjevima, izrezan na komade.
Prije lemljenja, spoj se tretira topilom. Topilo je tekućina ili sredstvo nalik pasti koje uzrokuje ulazak rastaljenog lema u spoj. Ovdje nema što posebno odabrati: bilo koji tok za bakar će poslužiti. Također, trebat će vam mali kist za nanošenje fluksa. Bolje s prirodnim čekinjama.
Plamenik
Za rad s mekim lemom možete kupiti mali ručni plamenik s jednokratnom plinskom bocom. Ovi cilindri su pričvršćeni na ručku, imaju volumen od 200 ml. Iako je mala, temperatura plamena je 1100°C i više, što je više nego dovoljno za topljenje mekog lema.
Ono na što treba obratiti pozornost je prisutnost piezo paljenja. Ova funkcija ni na koji način nije suvišna - bit će lakše raditi. Na ručki ručnog plinskog plamenika nalazi se ventil. Regulira duljinu plamena (intenzitet dovoda plina). Isti ventil zatvara plin ako plamenik treba ugasiti. Sigurnost je osigurana nepovratnim ventilom, koji će u nedostatku plamena zatvoriti dovod plina.

Neki modeli imaju deflektor plamena. Ne dopušta da se plamen rasprši, stvarajući višu temperaturu u zoni lemljenja. Zahvaljujući tome, svjetiljka s reflektorom omogućuje vam rad na najnezgodnijim mjestima.
Kada radite s kućanskim i poluprofesionalnim modelima, morate biti oprezni - nemojte pregrijati jedinicu kako se plastika ne bi otopila. Stoga se ne isplati raditi puno obroka odjednom - bolje je pustiti opremu da se ohladi i pripremiti sljedeću vezu u ovom trenutku.
Povezani sadržaj
Za rezanje bakrenih cijevi potreban vam je rezač cijevi ili pila za metal s metalnom oštricom. Rez mora biti strogo okomit, što osigurava rezač cijevi. A kako biste zajamčili ravnomjeran rez nožnom pilom, možete upotrijebiti običnu stolarsku kutiju.

Kada pripremate lule, moraju se očistiti. Da biste to učinili, postoje posebne metalne četke i četke (za čišćenje unutarnje površine), ali možete proći s brusnim papirom srednjeg i finog zrna.
Za uklanjanje neravnina s rezova postoje alati za košenje. Cijev koju su izradili bolje pristaje u armaturu - njezin je nastavak samo djelić milimetra veći od vanjskog promjera. Dakle, najmanje odstupanje dovodi do poteškoća. Ali, u principu, sve se može eliminirati brusnim papirom. Samo će trebati više vremena.
Također je poželjno imati zaštitne naočale i rukavice. Većina majstora kućne radinosti zanemaruje ove sigurnosne značajke, ali opekline su vrlo neugodne. Ovo su svi materijali i alati koji su vam potrebni za lemljenje bakrenih cijevi.
Tehnologija lemljenja bakra korak po korak
Tvrdo lemljenje bakrenih cijevi počinje pripremom spoja. Pouzdanost veze ovisi o kvaliteti pripreme, stoga posvetite dovoljno vremena i truda ovom procesu.
Priprema fuge
Kao što je već spomenuto, rez cijevi mora biti strogo okomit, bez rubova, cijev se ne smije zaglaviti, rub mora biti ravan i gladak. Ako ima i manjih odstupanja, uzimamo skosač ili brusni papir i rez dovodimo do idealnog.

Dalje, uzmite fiting, umetnite cijev u njega. potrebno je očistiti dio koji ulazi u utičnicu. Izvadimo cijev i skinemo gornji oksidirani sloj s ovog dijela cijevi brusnim papirom. Zatim provodimo istu operaciju s unutarnjom površinom utičnice.
Flux aplikacija
Fluks se nanosi na cijelu očišćenu površinu - izvan cijevi i unutar fitinga. Ovdje nema poteškoća - sastav se ravnomjerno raspoređuje četkom.

Lemljenje
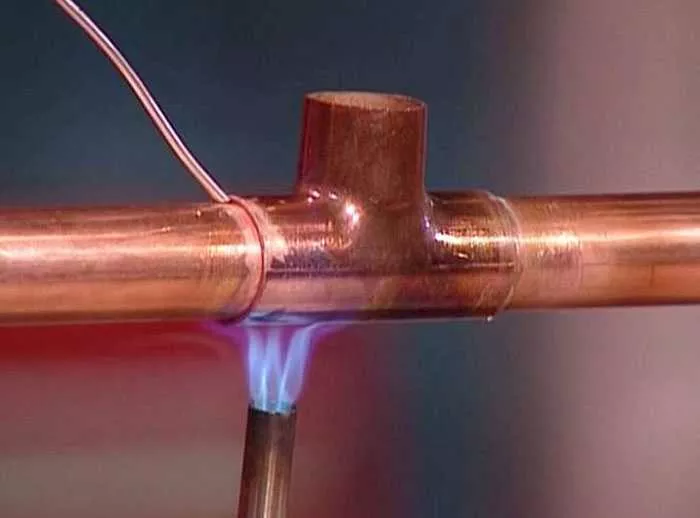
Obrađeni fragmenti cjevovoda se umeću jedan u drugi i fiksiraju. Ako postoji pomoćnik, on može nepomično držati dijelove. Ako ne, morat ćete to sami shvatiti. Zatim se plamenik zapali, plamen se usmjeri na spoj. Temperatura plamena je od tisuću stupnjeva i više, a spoj se mora zagrijati na 250-300 °C, a to traje 15-25 sekundi. U isto vrijeme, možete se usredotočiti na boju fluksa - čim potamni, vrijeme je za uvođenje lema.
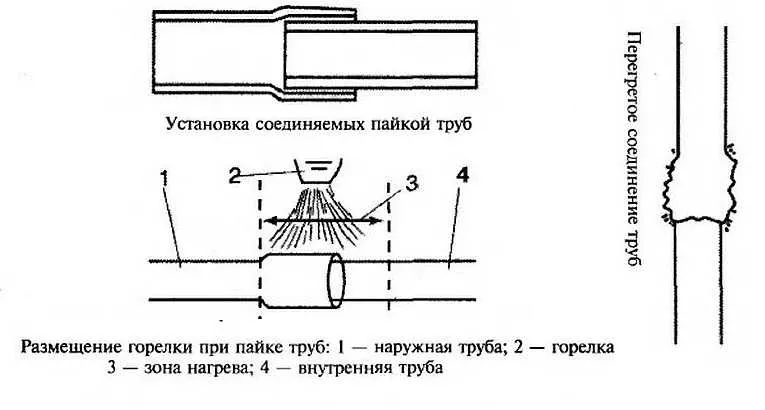
Da bi zagrijavanje bilo ravnomjerno, usmjerite plamen plamenika na sredinu fuge. Tada se cijela zona zavarivanja ravnomjernije zagrijava.

Lem se ubrizgava u spoj - gdje se fiting i cijev spajaju. Kako se zagrijava, počinje se topiti, širiti i ispunjavati prazninu između elemenata. Možete ga nanijeti samo do pola dužine – otopljen će se uliti u ostatak fuge.Zapravo, to je sve - lemljenje bakrenih cijevi je završeno. Sve druge veze rade isto.
Kod tvrdog lema sve je gotovo isto, samo se koriste drugi plamenici - plinski plamen, au procesu lemljenja potrebno je okretati cijev, namatajući omekšali lem oko cijevi.